A New Generation of Reliable Drum Motors
The drum motor, used to power conveyor belts since the 1950s, operates safely and is often a space saver. But they haven’t gained traction with the belt conveyor industry because the internally powered conveyor drives tended to overheat. But that changed in mid-2021.
After a significant investment and five years of research and development, engineers uncovered the root cause of the heat issues, and developed a new generation of drum motors designed to operate continuously for 80,000 hours before requiring maintenance.
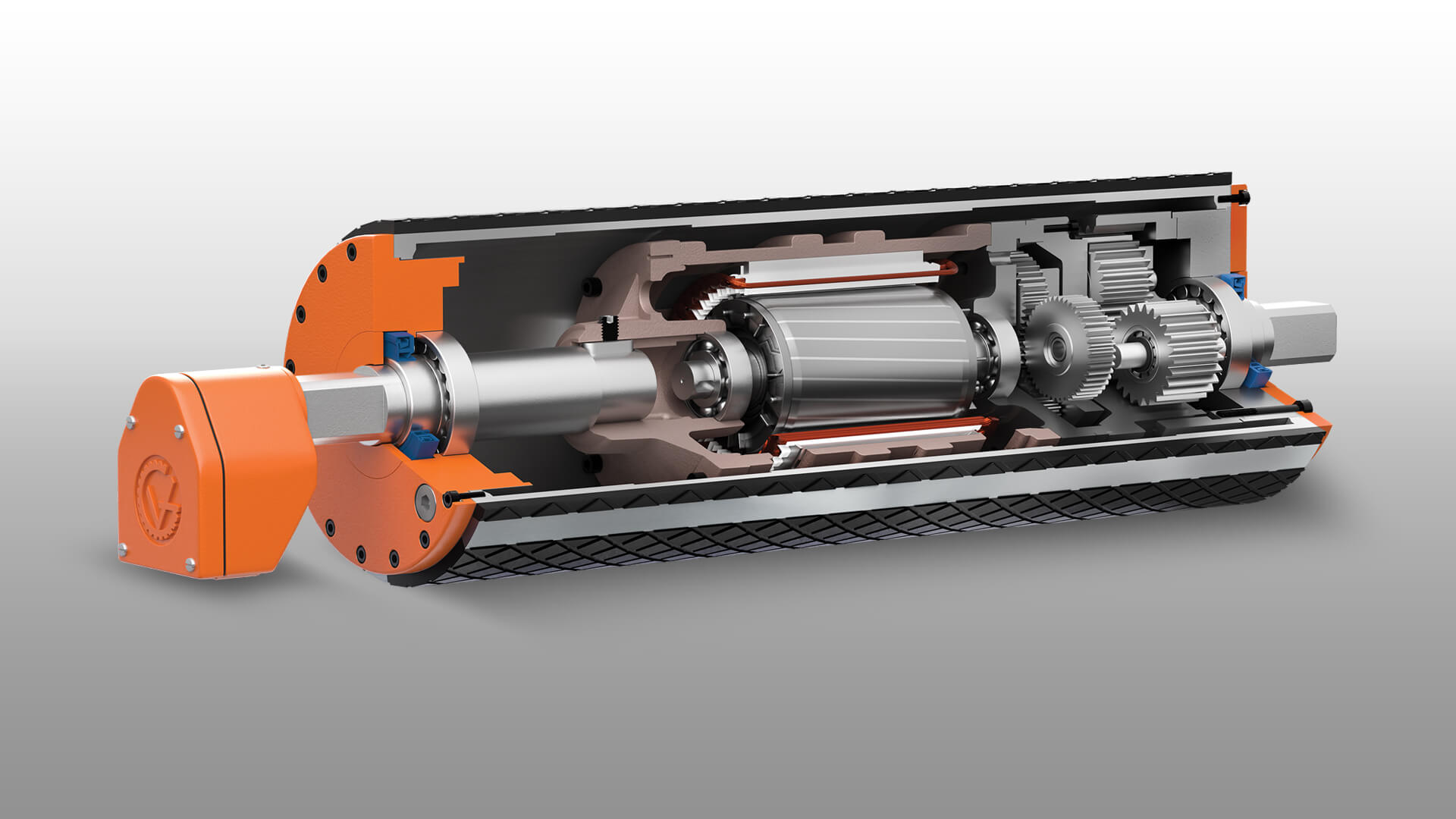
The drum motor is essentially a motorized pulley system, encapsulated within a steel shell — so there are no external rotating parts, a significant benefit compared to traditional external motor and gear box drives. They are designed to power belt conveyors utilized for a variety of applications including food processing and packaging lines, distribution center and postal operations, the aggregate and mining industries, to name just a few. In fact, you’ve probably experienced an airport baggage conveyer powered by a drum motor.
View original article